
ਸਟੇp 1:
ਪੀਹਣ ਵਾਲੇ ਪੱਥਰ ਦੇ ਪੂਰੇ ਸੈੱਟ ਨੂੰ ਉਤਾਰ ਕੇ ਨਵਾਂ ਮਾਊਂਟ ਕਰੋਪੀਹਣ ਵਾਲਾ ਪੱਥਰ
ਸਟੇp 2:
ਖਰਾਬ ਹੋਏ ਬਲੇਡ ਨੂੰ ਬਾਹਰ ਕੱਢੋ ਅਤੇ ਨਵਾਂ ਮਾਊਂਟ ਕਰੋਕੱਟਣ ਵਾਲਾ ਬਲੇਡ.
ਸਟੇp 3:
ਪੀਸਣ ਵਾਲੇ ਪੱਥਰ ਦੇ ਸੈੱਟ ਨੂੰ ਵਾਪਸ ਸਥਾਪਿਤ ਕਰੋ, ਪੱਥਰ ਨੂੰ ਪੀਸਣ ਲਈ ਏਅਰ ਸਿਲੰਡਰ 'ਤੇ ਹਵਾ ਦੀ ਸਪਲਾਈ ਨੂੰ ਡਿਸਕਨੈਕਟ ਕਰੋ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਇਸ 'ਤੇ ਕੋਈ ਦਬਾਅ ਨਹੀਂ ਹੈ।ਪੀਹਣ ਵਾਲਾ ਪੱਥਰ.
ਸਟੇp 4:
ਹਵਾ ਦੇ ਸਿਲੰਡਰ 'ਤੇ ਦੋ ਸ਼ਾਫਟਾਂ ਨੂੰ ਹੱਥ ਨਾਲ ਧੱਕੋ ਤਾਂ ਜੋ ਪੀਸਣ ਵਾਲੇ ਪੱਥਰ ਨੂੰ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ ਨੂੰ ਛੂਹਣ/ਚੁੰਮਣ ਦੀ ਆਗਿਆ ਦਿੱਤੀ ਜਾ ਸਕੇ।
ਸਟੇp 5:
ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਰੈਂਚ ਦੀ ਵਰਤੋਂ ਕਰੋਪੀਹਣ ਵਾਲਾ ਪੱਥਰਸੈੱਟ ਅਤੇ ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ (ਦੋਵੇਂ ਪਾਸੇ) ਚੁੰਮਣ ਨੂੰ ਛੂਹ ਰਹੇ ਹਨ।ਪੀਸਣ ਵਾਲੇ ਪੱਥਰਾਂ ਅਤੇ ਚਾਕੂ ਦੇ ਕਿਨਾਰਿਆਂ ਵਿਚਕਾਰ ਸੰਪਰਕ ਫ੍ਰੀਕੇਸ਼ਨ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਪੀਸਣ ਵਾਲੇ ਪੱਥਰ ਨੂੰ ਹੱਥ ਮੋੜਨਾ ਸ਼ਾਬਦਿਕ ਤੌਰ 'ਤੇ ਇੱਕੋ ਜਿਹਾ ਫ੍ਰੀਕੇਸ਼ਨ ਹੈ (ਇੱਕ ਪੱਥਰ ਨੂੰ ਤੰਗ ਨਹੀਂ, ਇੱਕ ਪੱਥਰ ਢਿੱਲਾ ਨਹੀਂ।)ਫਿਰ ਪੇਚਾਂ ਅਤੇ ਗਿਰੀਆਂ ਨੂੰ ਕੱਸ ਲਓ।
ਸਟੇp 6:
ਏਅਰ ਪਾਈਪ ਨੂੰ ਏਅਰ ਸਿਲੰਡਰ ਨਾਲ ਜੋੜੋ ਅਤੇ 0.5 - 0.8 ਕਿਲੋਗ੍ਰਾਮ ਪ੍ਰੈਸ਼ਰ ਲਗਾਓ ਅਤੇ ਦੁਬਾਰਾ ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ ਨਾਲ ਸੰਪਰਕ ਕਰਨ ਵਾਲਾ ਪੀਸਣ ਵਾਲਾ ਪੱਥਰ ਹੇਠਾਂ ਦਰਸਾਈ ਗਈ ਡਰਾਇੰਗ ਅਨੁਸਾਰ ਹੈ ਜਾਂ ਨਹੀਂ।
ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ (ਨਵਾਂ ਬਲੇਡ) ਦਾ ਸੰਪਰਕ ਖੇਤਰ ½ ਤੋਂ ⅓ ਖੇਤਰ ਦੇ ਵਿਚਕਾਰ ਹੋਵੇਗਾਪੀਹਣ ਵਾਲਾ ਪੱਥਰ.

ਦੇ ⅓ 'ਤੇ ਸਥਿਤ ਸੁਧਾਰਪੱਥਰ ਨੂੰ ਪੀਹਅਤੇ ਡਰਾਇੰਗ ਦੇ ਅਨੁਸਾਰ ਦਿਖਾਈ ਗਈ ⅓ ਸਥਿਤੀ 'ਤੇ ਬਲੇਡ ਨੂੰ ਛੂਹਣ ਲਈ ਏਅਰ ਸਿਲੰਡਰ ਨੂੰ ਧੱਕਣ ਲਈ ਹੱਥ ਦੀ ਵਰਤੋਂ ਕਰੋ।ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਦੋਵੇਂਪੀਸਣ ਪਹੀਏਬਲੇਡ ਨਾਲ ਬਰਾਬਰ ਸੰਪਰਕ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.
ਸਟੇp 7:
ਜੇਕਰ ਨਵੇਂ ਬਲੇਡ ਦਾ ਕਿਨਾਰਾ 'ਤੇ ਸੀਮਾ ਤੋਂ ਵੱਧ ਹੈ ਜਾਂ ਨਹੀਂਪੀਹਣ ਵਾਲਾ ਪੱਥਰ, ਕਿਰਪਾ ਕਰਕੇ ਕਦਮ 4,5,6 ਦੇ ਅਨੁਸਾਰ ਥੋੜਾ ਜਿਹਾ ਭਾਰੀ ਦਬਾਅ ਦੁਹਰਾਓ ਅਤੇ ਠੀਕ ਕਰੋ।
ਸਟੇp 8:
ਜੇ ਬਲੇਡ ਦੇ ਕਿਨਾਰੇ ਨੂੰ ਪੀਹਣ ਵਾਲੀ ਸ਼ਕਲ ਸਕੈਚ ਵਰਗੀ ਬਣ ਜਾਂਦੀ ਹੈ
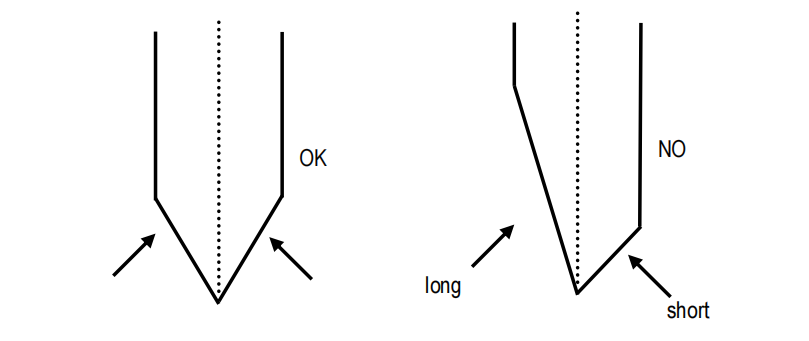
ਜੇਕਰ ਬਲੇਡ ਦੇ ਕਿਨਾਰਿਆਂ 'ਤੇ ਪੀਸਣਾ ਬਰਾਬਰ ਨਹੀਂ ਹੈ, ਤਾਂ ਬੋਰਡ ਸਾਫ਼, ਤਿੱਖਾ ਨਹੀਂ ਹੋਵੇਗਾ ਅਤੇ ਕਿਨਾਰਿਆਂ ਨੂੰ ਵੀ ਨੁਕਸਾਨ ਪਹੁੰਚਾਏਗਾ।
ਸਟੇp 9:
ਵਰਤਣ ਲਈ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਹਵਾ ਦਾ ਦਬਾਅ 0.5 - 0.8kgs ਦੇ ਅੰਦਰ ਹੈ।ਬਹੁਤ ਜ਼ਿਆਦਾ ਦਬਾਅ ਬਲੇਡ ਦੇ ਤੇਜ਼ੀ ਨਾਲ ਬਾਹਰ ਨਿਕਲਣ ਦਾ ਕਾਰਨ ਬਣੇਗਾ।
Step 10:
ਸਲਿਟਰ ਸਕੋਰਰ ਕੰਪਿਊਟਰ ਸਿਸਟਮ 'ਤੇ, ਇਹ ਆਮ ਤੌਰ 'ਤੇ 300 ਮੀਟਰ ਸਲਿਟਿੰਗ 'ਤੇ ਆਮ ਪੀਸਣ ਵਾਲੇ ਮੀਟਰਾਂ 'ਤੇ ਸਥਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਫਿਰਬਲੇਡ6 ਸਕਿੰਟ ਲਈ.ਆਪਰੇਟਰ ਨੂੰ ਕੱਟਣ ਦੀ ਲੰਬਾਈ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਪੀਸਣ ਦਾ ਸਥਾਈ ਸਮਾਂ ਕਾਗਜ਼ ਦੀ ਗੁਣਵੱਤਾ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ।
ਪੇਪਰ ਗ੍ਰੇਡ ਦੀ ਚੰਗੀ ਕੁਆਲਿਟੀ ਲਈ ਪੀਸਣ ਵਾਲੇ ਬਲੇਡ ਨੂੰ 500 ਮੀਟਰ ਦੀ ਦੂਰੀ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਫਿਰ 6 ਸਕਿੰਟਾਂ ਲਈ ਪੀਸਿਆ ਜਾ ਸਕਦਾ ਹੈ।ਜਾਂ, ਦਬਲੇਡਪੇਪਰ ਗ੍ਰੇਡ ਦੀ ਮਾੜੀ ਕੁਆਲਿਟੀ ਲਈ ਪੀਸਣ ਨੂੰ 200 ਮੀਟਰ ਸਲਿਟਿੰਗ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਫਿਰ 10 ਸਕਿੰਟਾਂ ਲਈ ਪੀਸਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਕਦਮ 11:
ਜਦੋਂ ਕੋਰੇਗੇਟਿਡ ਬੋਰਡ ਬਹੁਤ ਨਰਮ ਹੁੰਦੇ ਹਨ, ਜਿਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਮੀ ਹੁੰਦੀ ਹੈ, ਗੂੰਦ ਸੁੱਕਿਆ ਨਹੀਂ ਹੁੰਦਾ, ਤਾਂ ਕੱਟਣ ਦੀ ਗੁਣਵੱਤਾ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦੀ ਹੈ ਅਤੇ ਬਲੇਡ ਦੀ ਵਰਤੋਂ ਦੀ ਉਮਰ ਵੀ ਘਟਾਉਂਦੀ ਹੈ।
ਬਲੇਡ ਪੀਸਣ ਲਈ ਤੇਲ ਕੂਲਿੰਗ ਸਿਸਟਮ ਨੂੰ ਹਰ 30 ਮਿੰਟਾਂ ਵਿੱਚ 15 ਸਕਿੰਟਾਂ ਲਈ ਠੰਢਾ ਹੋਣ 'ਤੇ ਸੈੱਟ ਕਰਨ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਤੇਲ ਦੇ ਬੁਰਸ਼/ਉਨ ਪੈਡ ਨੂੰ ਹਰ ਦੋ ਦਿਨਾਂ ਬਾਅਦ ਸੰਕੁਚਿਤ ਹਵਾ ਦੁਆਰਾ ਹਮੇਸ਼ਾ ਸਾਫ਼ ਕਰੋ ਜਦੋਂ ਕਾਗਜ਼ ਦੀ ਗੁਣਵੱਤਾ 100% ਰੀਸਾਈਕਲ ਪੇਪਰ ਅਤੇ ਖਰਾਬ ਗੁਣਵੱਤਾ ਵਾਲੇ ਕਾਗਜ਼ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਬਲੇਡ ਨੂੰ ਠੰਡਾ ਕਰਨ ਲਈ ਬਲੇਡ ਦੇ ਕਿਨਾਰਿਆਂ 'ਤੇ ਡੁਬੋਇਆ ਜਾ ਸਕਦਾ ਹੈ।
ਇੱਕ ਵਾਰ ਜਦੋਂ ਕੂਲਿੰਗ ਤੇਲ 'ਤੇ ਲਾਗੂ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਤਾਂ ਉੱਨ ਦੇ ਪੈਡ ਨੂੰ ਬਦਲੋਬਲੇਡ.
150 ℃ ਤਾਪਮਾਨ ਦੇ ਟਾਕਰੇ ਲਈ ਸਿਫ਼ਾਰਸ਼ੀ ਕੂਲਿੰਗ ਤੇਲ #30 ਜਾਂ #40 ਲੁਬਰੀਕੇਸ਼ਨ ਤੇਲ ਹੈ।

ਪੋਸਟ ਟਾਈਮ: ਮਾਰਚ-08-2023



