
ਸਟਾp 1:
ਪੀਸਣ ਵਾਲੇ ਪੱਥਰ ਨੂੰ ਮਾ mount ਂਟ ਦੇ ਪੂਰੇ ਸਮੂਹ ਨੂੰ ਹਟਾਓਪੀਸਣਾ
ਸਟਾp 2:
ਖਰਾਬ ਹੋਏ ਬਲੇਡ ਨੂੰ ਬਾਹਰ ਕੱ .ੋ ਅਤੇ ਨਵਾਂ ਮਾਉਂਟ ਕਰੋਬਲੇਡ ਨੂੰ ਚਲਾਕ.
ਸਟਾp 3:
ਪਰਾਗ ਦੇ ਪੱਥਰ ਸੈਟ ਨੂੰ ਵਾਪਸ ਸਥਾਪਿਤ ਕਰੋ, ਹਵਾ ਸਿਲੰਡਰ ਤੇ ਪੱਥਰ ਨੂੰ ਪੀਸਣ ਲਈ ਪੀਸ ਪੀਸਣ ਲਈ ਦਬਾਅ ਪਾਉਣ ਲਈ ਕੋਈ ਦਬਾਅ ਲਾਗੂ ਨਹੀਂ ਹੁੰਦਾਪੀਸਣਾ.
ਸਟਾp 4:
ਹੱਥਾਂ ਨੂੰ ਧੱਕਣ ਵਾਲੇ ਪੱਥਰ ਨੂੰ ਦੋਹਾਂ ਪਾਸਿਆਂ ਦੇ ਕਿਨਾਰੇ ਨੂੰ ਛੂਹਣ / ਚੈਕ ਕਰਨ ਦੀ ਆਗਿਆ ਦੇਣ ਲਈ ਏਅਰ ਸਿਲੰਡਰ 'ਤੇ ਦੋ ਸ਼ਫਟਸ ਨੂੰ ਧੱਕੋ.
ਸਟਾp 5:
ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਰੈਂਚ ਦੀ ਵਰਤੋਂ ਕਰੋਪੀਸਣਾਸੈੱਟ ਅਤੇ ਚਾਕ ਐਂਡ (ਦੋਵੇਂ ਪਾਸੇ) ਚੁੰਮ ਰਹੇ ਹਨ. ਹੱਥ ਪੀਸ ਪੀਸ ਅਤੇ ਚਾਕੂ ਦੇ ਕਿਨਾਰਿਆਂ ਦੇ ਵਿਚਕਾਰ ਫਰੇਂਡਿੰਗ ਸਟੋਕ ਨੂੰ ਸ਼ਾਬਦਿਕ ਤੌਰ ਤੇ ਉਹੀ ਡਰਾਉਣਾ ਹੈ (ਇਕ ਪੱਥਰ ਤੰਗ ਨਹੀਂ, ਇਕ ਪੱਥਰ loose ਿੱਲੀ.). ਫਿਰ ਪੇਚਾਂ ਅਤੇ ਗਿਰੀਦਾਰ ਨੂੰ ਤੰਗ ਕਰੋ.
ਸਟਾp 6:
ਏਅਰ ਪਾਈਪ ਨੂੰ ਏਅਰ ਸਿਲੰਡਰ ਨਾਲ ਕਨੈਕਟ ਕਰੋ ਅਤੇ 0.5 0.8 ਕਿਲੋਗ੍ਰਾਮ ਦਬਾਅ ਲਗਾਓ ਅਤੇ ਦੁਬਾਰਾ ਜਾਂਚ ਕਰੋ ਕਿ ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ ਅਨੁਸਾਰ ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ ਨਾਲ ਸੰਪਰਕ ਕਰਨ ਵਾਲਾ ਪੱਥਰ ਪੀਸਣਾ ਪੀਸਿੰਦਾ ਪੱਥਰ ਵਾਲਾ ਪੱਥਰ ਵਾਲਾ ਹੈ.
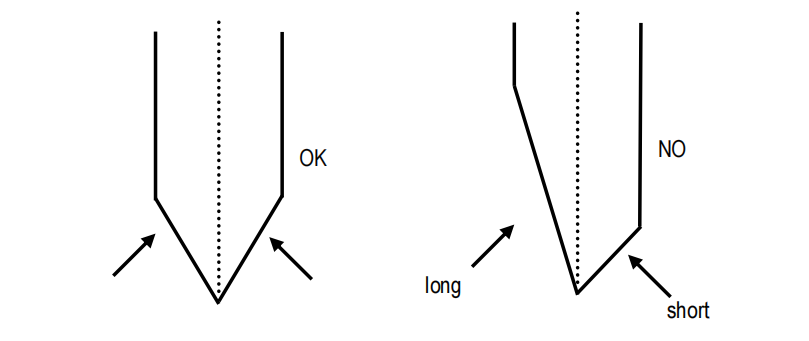
ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ ਦਾ ਸੰਪਰਕ ਖੇਤਰ (ਨਵਾਂ ਬਲੇਡ) ਦੇ ਵਿਚਕਾਰ ½ ਖੇਤਰ ਦੇ ਵਿਚਕਾਰ ਹੋਵੇਗਾਪੀਸਣਾ.

ਦੇ 'ਤੇ ਸਥਿਤ ਸੁਧਾਰਪੀਸਅਤੇ ਡਰਾਇੰਗ ਅਨੁਸਾਰ ਦਿਖਾਈ ਗਈ ਸਥਿਤੀ 'ਤੇ ਦਿਖਾਈ ਗਈ ਏਅਰ ਸਿਲੰਡਰ ਨੂੰ ਛੂਹਣ ਲਈ ਏਅਰ ਸਿਲੰਡਰ ਨੂੰ ਛੂਹਣ ਲਈ ਹੱਥ ਦੀ ਵਰਤੋਂ ਕਰੋ. ਦੋਵਾਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓਪਹੀਏ ਨੂੰ ਪੀਸਣਾਬਲੇਡ ਨਾਲ ਬਰਾਬਰ ਸੰਪਰਕ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ.
ਸਟਾp 7:
ਜੇ ਨਵੇਂ ਬਲੇਡ ਦਾ ਕਿਨਾਰਾ ਸੀਮਾ ਤੋਂ ਵੱਧ ਜਾਂਦਾ ਹੈ ਜਾਂ ਨਹੀਂਪੀਸਣਾ, ਕਿਰਪਾ ਕਰਕੇ ਦੁਹਰਾਓ ਅਤੇ ਰੀਡਜਸਟ ਨੂੰ ਪੁਨਰ ਵਿਭਾਗੀਕਰਨ ਦੇ ਅਨੁਸਾਰ ਸੰਖੇਪ ਭਾਰੀ ਦਬਾਅ 4,5,6.
ਸਟਾp 8:
ਜੇ ਬਲੇਡ ਦੇ ਕਿਨਾਰੇ ਨੂੰ ਪੀਸਣ ਦੀ ਸ਼ਕਲ ਨੂੰ ਪੀਸਣਾ
ਜੇ ਬਲੇਡ ਦੇ ਕਿਨਾਰਿਆਂ 'ਤੇ ਪੀਸਣਾ ਵੀ ਨਹੀਂ ਹੁੰਦਾ, ਬੋਰਡ ਵੀ ਸਾਫ਼, ਤਿੱਖਾ ਕਰਨਾ ਅਤੇ ਨੁਕਸਾਨ ਦੇ ਕਿਨਾਰਿਆਂ ਨੂੰ ਵੀ ਨਹੀਂ ਹੋਵੇਗਾ.
ਸਟਾp 9:
ਵਰਤਣ ਲਈ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਹਵਾ ਦਾ ਦਬਾਅ 0.5 - 0.8 ਕਿਲੋਗ੍ਰਾਮ ਦੇ ਅੰਦਰ ਹੈ. ਬਹੁਤ ਜ਼ਿਆਦਾ ਦਬਾਅ ਬਲੇਡਾਂ ਤੋਂ ਤੇਜ਼ੀ ਨਾਲ ਪਹਿਨਣ ਦਾ ਕਾਰਨ ਬਣੇਗਾ.
Step 10:
ਸਲਾਈਟ ਸਕੋਰਰ ਕੰਪਿ computer ਟਰ ਸਿਸਟਮ ਤੇ, ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਆਮ ਪੀਸਣ ਵਾਲੇ ਮੀਟਰਾਂ ਨੂੰ 300 ਮੀਟਰ ਦੀ ਖਿਲਵਾੜ ਦੇ 300 ਮੀਟਰ ਦੇ ਪੱਧਰ ਤੇ ਸਥਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਫਿਰ ਪੀਸਣਾਬਲੇਡ6 ਸਕਿੰਟ ਲਈ. ਆਪਰੇਟਰ ਨੂੰ ਸਕ੍ਰਿਪਟਿੰਗ ਲੰਬਾਈ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਸਥਾਈ ਸਮੇਂ ਨੂੰ ਪੀਸਣਾ ਕਾਗਜ਼ ਦੀ ਗੁਣਵੱਤਾ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ.
ਕਾਗਜ਼ ਗਰੇਡ ਦੀ ਚੰਗੀ ਕੁਆਲਟੀ ਲਈ ਬਲੇਡ ਪੀਸਣਾ 500 ਮੀਟਰ ਦੀ ਖਿਲਵਾੜ ਤੇ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਫਿਰ 6 ਸਕਿੰਟ ਲਈ ਪੀਸਿਆ ਜਾ ਸਕਦਾ ਹੈ. ਜਾਂ,ਬਲੇਡਕਾਗਜ਼ ਗਰੇਡ ਦੀ ਮਾੜੀ ਗੁਣਵੱਤਾ ਲਈ ਪੀਸਣਾ 200 ਮੀਟਰਾਂ ਦੀ ਮੂਲੀ ਤੇ ਸੈਟ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਅਤੇ ਫਿਰ 10 ਸਕਿੰਟ ਲਈ ਪੀਸ ਰਹੀ ਹੈ.
ਕਦਮ 11:
ਜਦੋਂ ਮੌਰਗਰੇਟਡ ਬੋਰਡ ਬਹੁਤ ਨਰਮ ਹੁੰਦੇ ਹਨ ਜਿਸਦਾ ਅਰਥ ਹੈ ਕਿ ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਮੀ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਮੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਕੱਚੇ ਗੁਣਵੱਤਾ ਦਾ ਪ੍ਰਭਾਵ ਹੁੰਦਾ ਹੈ ਅਤੇ ਬਲਿਡਾਂ ਦੀ ਵਰਤੋਂ ਜ਼ਿੰਦਗੀ ਨੂੰ ਵੀ ਛੋਟਾ ਕਰੇਗਾ.
ਬਲੇਡ ਪੀਸਣ ਲਈ ਤੇਲ ਕੂਲਿੰਗ ਪ੍ਰਣਾਲੀ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਹਰ 30 ਮਿੰਟ ਦੇ ਨਾਲ 15 ਸੈਕਿੰਡ ਲਈ ਕੂਲਿੰਗ 'ਤੇ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ.
ਜਦੋਂ ਕਿ ਕਾਗਜ਼ ਦੀ ਕੁਆਲਟੀ 100% ਰੀਸਾਈਕਲ ਪੇਪਰਾਂ 'ਤੇ ਬਲੇਡਾਂ ਨੂੰ ਠੰਡਾ ਕਰਨ ਲਈ ਬਲੇਡ ਦੇ ਕਿਨਾਰਿਆਂ' ਤੇ ਡੁਬੋਣ ਵਾਲੇ ਕਿਨਾਰਿਆਂ 'ਤੇ ਡੁਬੋਣ ਵਾਲੇ ਤੇਲ ਨੂੰ ਬਲੇਡ ਦੇ ਕਿਨਾਰਿਆਂ' ਤੇ ਡੁਬੋਣ ਜਾ ਸਕਦੀ ਹੈ.
ਵੂਲ ਪੈਡ ਨੂੰ ਇਕ ਵਾਰ ਠੰਡਾ ਕਰਨ 'ਤੇ ਕਾਉਂਟਿੰਗ ਤੇਲ ਨੂੰ ਲਾਗੂ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾਬਲੇਡ.
ਸਿਫਾਰਸ਼ ਕੀਤਾ ਕੂਲਿੰਗ ਤੇਲ # 30 ਜਾਂ # 40 ℃ ਤਾਪਮਾਨ ਦੇ ਵਿਰੋਧ ਲਈ ਹੁੰਦਾ ਹੈ.

ਪੋਸਟ ਟਾਈਮ: ਮਾਰਚ -08-2023



